Opis
Elektrody spawalnicze OK 92.58 3.2×350 mm żeliwne ESAB
Elektrody spawalnicze OK 92.58 ESAB żeliwne to elektrody wykonane ze stopu żelazo-nikiel, które znajdują zastosowanie w spawaniu zwykłych odmian żeliwa jak np. żeliwo szare, kowalne i ciągliwe. Nadają się również do napraw tych gatunków żeliwa, jak również do łączenia ich ze stalą. Znajdują też zastosowanie do napraw odlewów „na zimno” bądź z niewielkim podgrzaniem. Elektrody te charakteryzuje bardzo dobra przewodność prądu elektrycznego. Warto też zauważyć, że stopiwo jest bardziej wytrzymałe i bardziej odporne na zanieczyszczenia i pęknięcia krystalizacyjne niż to, które uzyskuje się przy użyciu elektrod niklowych. Należy dodać, że elektrody posiadają dopuszczenia SEPROS i UDT. Elektrody ESAB OK żeliwne produkuje firma ESAB.
ESAB to szwedzka firma, która została założona w 1904 roku przez Oscara Kjellberga. Oscar Kjellberg opracował pierwszą na świecie spawalniczą elektrodę otuloną. Dzięki temu zainicjował firmę, której innowacyjność i standardy wpisały się w historię spawalnictwa. Firma ta działa na rynku globalnym jako lider w dziedzinie produkcji urządzeń i materiałów do cięcia oraz spawania. Stanowi część Colfax Corporation. Dzięki innowacyjności oraz skutecznym i wydajnym rozwiązaniom firma stara się zaspokajać potrzeby klientów na jak najwyższym poziomie.
Elektrody spawalnicze OK 92.58 Tabela Znamionowa
|
Nazwa elektrody |
OK 92.58 ESAB 92583230L0 |
|---|---|
|
Rozmiar elektrody [mm] |
3.2×350 |
|
Prąd spawania |
DC+ – |
|
Pozycja spawania |
PA, PB, PC, PE, PF, PG |
|
Oznaczenie elektrod klasa WG |
ISO 1071 : E C NiFe-Cl-A 1 |
|
Symbol Otuliny |
B |
|
Otulina elektrody |
Zasadowo – grafitowa |
|
Kolory elektrod |
|
|
|
|
|
Opis elektrody i zastosowanie: Elektrody spawalnicze OK 92.58 3.2×350 mm Zasadowo – grafitowe Elektroda ze stopu żelazo-nikiel do spawania żeliwa szarego i ciągliwego. Przeznaczona do napraw odlewów „na zimno” lub z niewielkim podgrzewaniem oraz łączenia żeliw ze stalą. Zastępuje elektrodę EŻFeNi. |
|
Wyjaśnienie pojęć i symboli w tabeli znamionowej elektrod
AC/DC – Symbol ten stosowany w inżynierii elektrycznej symbolizuje obsługę dwóch typów zasilania.
AC – prąd przemienny
DC – prąd stały
Rodzaj i natężenie prądu spawania
Spawanie elektrodą otuloną może być wykonywane z użyciem prądu stałego z biegunowością ujemną, dodatnią lub prądem przemiennym. W związku z tym dobór rodzaju prądu i biegunowości zależą od rodzaju elektrody i producent elektrod umieszcza je na etykiecie opakowania i w katalogu. Oznacza to, że przy spawaniu prądem stałym biegunowość decyduje o szybkości stapiania elektrody, głębokości wtopienia, charakterze przenoszenia metalu w łuku oraz o rozkładzie ciepła w łuku elektrycznym.
Zatem głębokość wtopienia i prędkość stapiania zależy od natężenia prądu spawania. Reasumując, zbyt małe natężenie prądu może powodować brak przetopu i nieregularny kształt spoiny.
Pozycja Spawania:
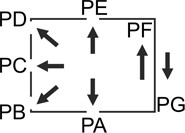 PA – pozycja podolna,
PA – pozycja podolna,
PB – pozycja naboczna,
PC – pozycja naścienna,
PD – pozycja okapowa,
PE – pozycja pułapowa,
PF – pionowa z dołu do góry,
PG – pionowa z góry na dół
Elektrody otulone do spawania żeliwa, niklu i stopów niklu, miedzi i stopów miedzi, aluminium i stopów aluminium
Elektrody otulone, druty, pręty i druty proszkowe do spawania żeliwa i miedzi (PN-EN ISO 1071) – oznaczenia są wspólne dla wszystkich materiałów spawalniczych.
Klasyfikacja
Materiały dodatkowe do spawania żeliwa dzielimy na dwie grupy ze względu na skład chemiczny:
● materiały o składzie chemicznym podobnym (zbliżonym) do materiału podstawowego
● materiały o składzie chemicznym odmiennym od materiału podstawowego
Klasyfikacja elektrod OK
Klasyfikacja elektrod otulonych do spawania żeliwa składa się z czterech części:
EN ISO 1071 – Norma ISO
EN ISO 1071 : – E C NiFe-Cl-A 1
część pierwsza a). E – symbol określający elektrodę otuloną litera „E”
część druga b). C – symbol materiału podstawowego dla żeliwa „C”
część trzecia c). NiFe-Cl-A – symbol składu chemicznego stopiwa
część czwarta d). 1 – symbol uzysku stopiwa z elektrody i rodzaj prądu
AWS – American Welding Society
Amerykańskie Stowarzyszenie Spawalnicze
(specyfikacja ta określa standardy klasyfikacji elektrod)
Symbol otuliny:
Rodzaje otulin:
A – otulina kwaśna
B – otulina zasadowa
C – celulozowa
R – rutylowa
RA – otulina rutylowo kwaśna
RB – otulina rutylowo zasadowa
RC – otulina rutylowo – celulozowa
RR – otulina rutylowa o dużej grubości
Otulina zasadowa (B)
Elektroda zasadowa to elektroda, która posiada obniżoną zawartość wodoru. Zawiera ona natomiast większą ilość węglanu wapnia i magnezu oraz fluoryt. Lico spoiny wykonanej elektrodą zasadową nie wygląda tak gładko, jak wykonane elektrodą rutylową, ale spełnia ona wyższe wymagania dotyczące własności mechanicznych a w szczególności udarności. W konsekwencji, spoiny wykonane elektrodą zasadową są bardziej odporne na uszkodzenia m.in. na pękanie. Ponadto można jej używać do spawania metalu zarówno cienkiego, jak i grubszego. Niestety, elektrody tej nie można stosować do spawania w pozycji z góry na dół. Co również ważne, elektrodę otuloną zasadową wykorzystuje się do spawania prądem stałym z biegunowością dodatnią na elektrodzie, a przejście metalu w łuku do jeziorka spawalniczego odbywa się zazwyczaj grubokroplowo.
Przechowywanie elektrod zasadowych
W celu utrzymania małej ilości wodoru w stopiwie, elektrody zasadowe należy zawsze suszyć przed spawaniem. Najczęściej robi się to w temperaturze 300-350°C przez ok 1-3 godziny, a następnie przechowuje w specjalnych termosach. W ten sposób elektrody mogą być przechowywane od 8 do 10 godzin i ponownie powinny być wysuszone przed użyciem. W przypadku przechowywania elektrod w zwykłych pojemnikach należy je ponownie wysuszyć po ok 4 godzinach.
Zobacz również:
Zapraszam
Aneta Matynka
+48 666 101 201
aneta@emetalowiec.plGodziny pracy:
od poniedziałku do piątku:
08:00 - 16:00
sobota i niedziela: nieczynne
Sposoby płatności![]()